In the food sector, HPMC is used as a food additive and stabilizer. Its ability to retain moisture makes it a valuable ingredient in low-fat and reduced-calorie products, where it can simulate the texture and mouthfeel of fat. HPMC is also employed as a thickening agent in sauces, dressings, and gravies, helping achieve an ideal consistency. Moreover, it serves as a vegetarian alternative to gelatin in food products requiring gelling or thickening, making it an attractive option in the production of vegetarian and vegan food items.
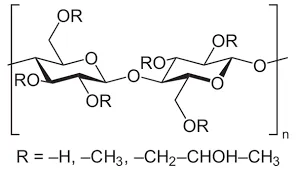
HPMC is derived from cellulose, a natural polymer obtained from plant sources. The manufacturing process involves chemically modifying cellulose to create a product with unique properties, such as water solubility, film-forming abilities, and thickening capabilities. HPMC manufacturers carefully control the degree of substitution during production, which influences the final product’s solubility and viscosity. High-quality production procedures ensure that HPMC meets the rigorous standards required across various industries.
In conclusion, the MHEC factory represents a pivotal element in the modern manufacturing landscape. Its contributions to various industries underscore the importance of investing in advanced production technologies and sustainable practices. As global demand for MHEC continues to rise, so too does the need for specialized manufacturing facilities to ensure a stable supply of this vital compound. The future of MHEC production promises to be bright, with opportunities for innovation and growth that will benefit industries and consumers alike. The dedication to quality, efficiency, and sustainability within MHEC factories will shape the trajectory of this essential material in the years to come.
In conclusion, HPMC is a vital excipient in the pharmaceutical industry, contributing to the effectiveness and stability of a wide range of formulations. Its unique properties as a binder, film former, and thickening agent make it an invaluable component in both traditional and novel delivery systems. As the pharmaceutical landscape continues to evolve, the importance of HPMC and its derivatives will undoubtedly remain central to successful formulation strategies.
Quality control is a critical phase in the manufacturing process. The dried HEC is tested for various parameters, including viscosity, pH, solubility, and microbial contamination, to ensure it meets industry standards. These tests help guarantee that the produced HEC is of high quality and suitable for its intended application. Manufacturers often adhere to international quality standards, such as ISO and GMP, to ensure the reliability of their products.
In interior and exterior wall coatings, RDP enhances the film formation, providing greater resistance to weathering and UV radiation. This translates to improved durability and longevity of the coatings, making them suitable for various environmental conditions. Additionally, RDP allows for easier application, improving the overall efficiency of the work.
1. Construction Industry In construction, redispersible powders are often used in tile adhesives, plasters, and external insulation systems (ETICS). They enhance the pot life of these materials, improve their adhesion, and increase flexibility. This reduction in cracking and peeling leads to longer-lasting constructions.
In the pharmaceutical realm, HPMC plays a crucial role as a controlled-release agent in tablet formulations. It helps regulate the release of active ingredients, allowing for a prolonged therapeutic effect. This feature is particularly beneficial for medications that require a steady dosage over an extended period, as it can enhance patient compliance and therapeutic outcomes. Additionally, HPMC is non-toxic and biocompatible, which makes it suitable for use in various drug delivery systems, including tablets, capsules, and hydrogels.