Mining has been an integral part of human development and industrialization, providing essential minerals and resources that fuel economies worldwide. Among the various operations involved in mining, drilling plays a pivotal role in the extraction and exploration processes. Drilling machines have significantly transformed the mining landscape, enhancing efficiency, safety, and productivity.
Umuman olganda, burg'ulash vositalarining narxlari ko'plab omillarga, jumladan, materiallar, texnologiyalar, talab va taklifga bog'liq bo'lsa-da, tanlangan vositalarning sifatiga, ishlov berish samaradorligiga va ishchilar tajribasiga ham e'tibor berish zarur. Kelajakda, burg'ulash sektoridagi innovatsiyalar va yangi texnologiyalar natijasida, bu narxlar o'zgarishi va yanada raqobatbardosh bo'lishi mumkin.
Additionally, submarine hammer drilling is a versatile technique, suitable for various applications, including the installation of underwater pipelines, foundations for offshore structures, and the recovery of geological samples for research and analysis. This adaptability makes it an essential tool in the fields of marine engineering, environmental research, and resource extraction.
One of the key advantages of water well drilling is its ability to provide a self-sufficient source of water. Unlike surface water sources, which can be subject to seasonal fluctuations and contamination, groundwater generally remains stable throughout the year. This stability is particularly critical in agriculture, where access to water can determine crop yields and, consequently, food security. Farmers who drill their own wells can better manage their water resources, applying water more efficiently to their crops and thereby enhancing productivity.
The role of a roof covering manufacturer extends far beyond mere production; it encompasses innovation, quality assurance, and strong partnerships within the construction industry. As we navigate the complexities of modern architecture, the importance of reliable and aesthetically pleasing roof coverings remains paramount. In a world increasingly focused on sustainability and energy efficiency, these manufacturers are pivotal in shaping the landscapes of our homes and cities. Through their commitment to excellence, they ensure that roofs not only protect us from the elements but also add beauty and value to our built environment.
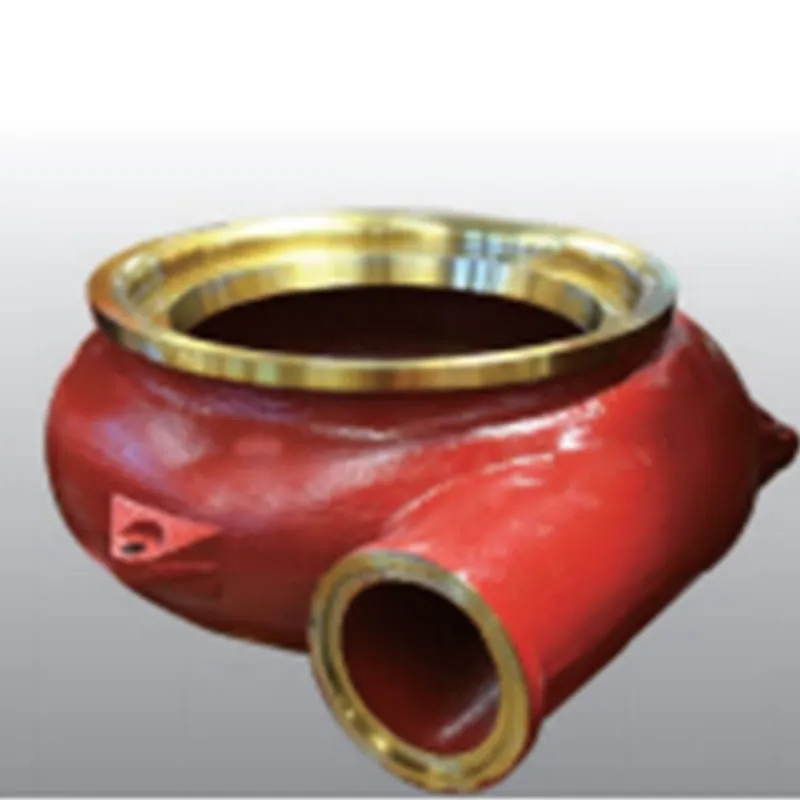
In conclusion, gravel pump manufacturers play a critical role in the efficiency and effectiveness of material transportation across various industries. Their commitment to innovation, quality, and sustainability is vital in meeting the demands of modern construction and industrial operations. By choosing the right manufacturer, businesses can ensure the longevity and performance of their equipment, minimize environmental impact, and ultimately enhance their operational success. As industries continue to evolve, the importance of reliable gravel pumps—and the manufacturers that produce them—will only grow.
The DTH hammer operates through compressed air, which is pumped through a series of valves and chambers within the hammer. When the air pressure builds up, it drives a piston that strikes the drill bit, creating a powerful force that breaks the material. This process continues in rapid succession, allowing the drill bit to penetrate the ground efficiently. The design of the DTH hammer allows for a larger drop height of the piston than traditional rotary drills, resulting in higher impact energy and better drilling performance.
The primary function of a drainage pump is to collect and remove water from a specified area. Most commonly used in basements, crawl spaces, and construction sites, these pumps are equipped with a float switch that activates the pump when water reaches a certain level. Once the water is detected, the pump will turn on, drawing the water into its casing and expelling it through a discharge pipe to a designated drainage area. This process continues until the water level drops below the float switch, at which point the pump turns off.
In recent years, China has emerged as a dominant player in the global manufacturing sector, especially in specialized equipment such as heavy slurry pumps. These pumps are crucial in various industries, notably mining, construction, and wastewater management, where the efficient handling of thick, abrasive slurries is essential for operational success. This article delves into the features, applications, and benefits of heavy slurry pumps manufactured in China.
In the world of industrial machinery, compressors play a crucial role in various applications, from manufacturing to energy production. Among the many types of compressors, the 185% compressors stand out due to their efficiency and reliability. In this article, we will delve into what 185% compressors are, their importance, and how they contribute to operational success in various industries.