Heavy slurry pumps from China play a vital role in multiple industries, offering effective solutions for the transportation of complex materials. Their cost-effectiveness, technological advancements, and customization potential make them an attractive choice for businesses around the world. As with any procurement decision, careful consideration and planning are essential to harness the benefits while mitigating risks. The demand for heavy slurry pumps is likely to grow as global industries continue to expand, making it an area worth monitoring for future developments.
Rubber-lined pumps find extensive applications across numerous industries. In the mining sector, they are used for transferring slurries containing heavy solids, ensuring efficiency in mineral processing. In the chemical industry, they safely transport aggressive chemicals without risk of leakage or damage to equipment. Moreover, in wastewater treatment facilities, rubber-lined pumps contribute to the effective handling of diverse waste materials, promoting environmental sustainability.
Drilling equipment is essential in various sectors, including oil and gas, mining, construction, and environmental research. Each sector requires specialized machinery capable of performing specific tasks effectively. For instance, in the oil and gas industry, rotary drill rigs and downhole drilling tools are critical for accessing subterranean resources. In contrast, the mining sector demands heavy-duty equipment designed to penetrate solid rock and extract valuable minerals.
In the realm of literature and art, the juxtaposition of various concepts often enriches our understanding of profound human emotions and experiences. One such intriguing contrast is found in the themes embodied by the Hammer and Bajo el Pozo (Under the Well). While the former symbolizes force, determination, and sometimes destruction, the latter evokes feelings of confinement, introspection, and the struggle for liberation. Together, they represent an engaging dichotomy that invites us to explore the complexities of the human condition.
One of the key advantages of water well drilling is its ability to provide a self-sufficient source of water. Unlike surface water sources, which can be subject to seasonal fluctuations and contamination, groundwater generally remains stable throughout the year. This stability is particularly critical in agriculture, where access to water can determine crop yields and, consequently, food security. Farmers who drill their own wells can better manage their water resources, applying water more efficiently to their crops and thereby enhancing productivity.
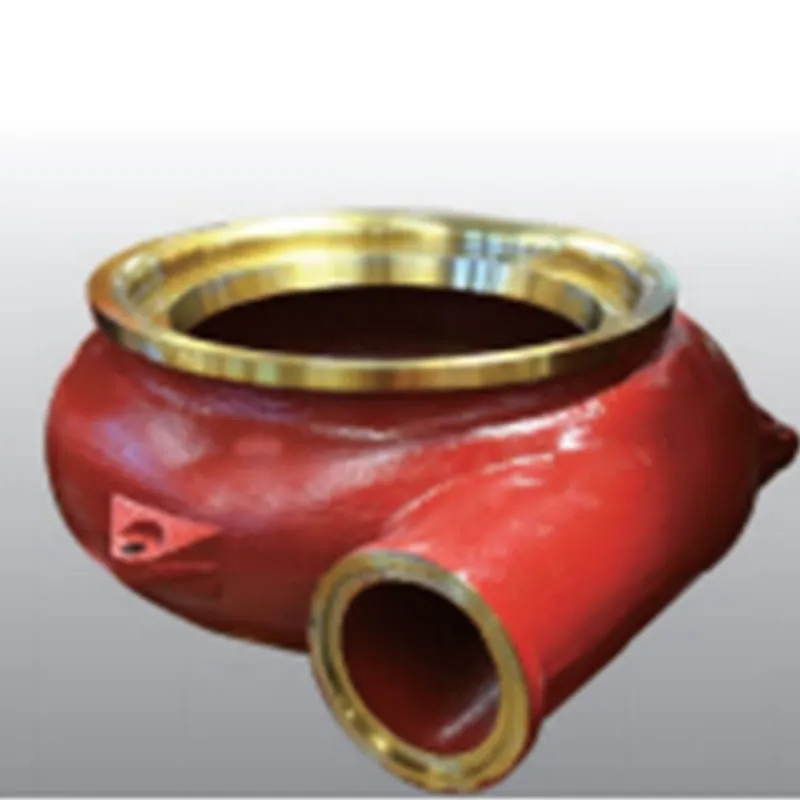
The innovation behind the ZJ slurry pump lies in its hydraulic design. It is engineered to achieve high efficiency in the transfer of slurries, reducing both energy consumption and operational costs. Available in different sizes and designs, the ZJ pump can be tailored to meet the specific demands of various applications, including dredging, tailings management, and waste handling.
Constructed with high-quality materials, the 185 CFM portable air compressor is built to withstand tough environments. Whether exposed to dust, debris, or fluctuating weather conditions, these compressors exhibit resilience and durability. Many models come equipped with protective measures such as automatic shutdown features to prevent overheating, ensuring long-term reliability. This durability is essential for professionals who depend on their equipment daily and cannot afford unexpected breakdowns.
In recent years, the industrial landscape has undergone significant transformations driven by the need for efficient equipment and reliable performance. Among various tools that have gained prominence, air compressors have become invaluable assets across various sectors such as construction, automotive repair, manufacturing, and even home improvement. Among these, the 185 cubic feet per minute (CFM) air compressors have set a benchmark for functionality and versatility. This article will explore the features, applications, and growing demand for 185 CFM air compressors, often regarded as the workhorses of the industrial sector.
The primary function of a drainage pump is to collect and remove water from a specified area. Most commonly used in basements, crawl spaces, and construction sites, these pumps are equipped with a float switch that activates the pump when water reaches a certain level. Once the water is detected, the pump will turn on, drawing the water into its casing and expelling it through a discharge pipe to a designated drainage area. This process continues until the water level drops below the float switch, at which point the pump turns off.